ABOUT US
add
close
About Piramal
Leadership Team
History
Quality
Anti-capital punishment
FACILITIES
RESOURCES
add
close
Brochures
White Papers
Case Studies
Webinars
Videos
Blogs
NEWS & MEDIA
add
close
In The News
Press Releases
Awards
EVENTS
SUSTAINABILITY
PATIENT CENTRICITY
CAREERS
CONTACT US
Drug Discovery
add
close
Synthetic Chemistry
In Vitro Biology
Analytical Support Services
DMPK (In-Vitro ADME/ In-Vivo PK)
Non-GMP Kilo Lab Service
Drug Substance
add
close
API Development
Route Scouting
Process and analytical Development
Pre-GMP Scale-up
API Manufacturing
Pre-Clinical Supply
Clinical Supply
Commercial Supply
Scale-Up and Tech Transfer
Generic APIs
Product List
Special APIs Capabilities
High Potency API
Peptides
Hormonal API
Controlled Substances
Drug Product
add
close
Dosage Forms
Oral Solids
Liquids, Creams and Ointments
Sterile Injectable
Formulation Development
Pre-Formulation Studies
Analytical Development
Commercial Formulation Manufacturing
Clinical Supply
Scale Up Tech Transfer
Special Formulation Capabilities
Controlled Substances and Potent OSDs
Hormonal Formulations
Specialized Offerings
add
close
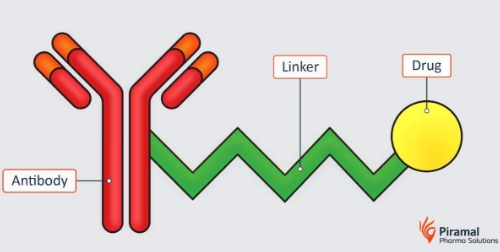
Antibody Drug Conjugates
Vaccines and Biologics
Peptides
Nutrition Solutions
add
close
Human Nutrition & Health
Vitamin Mineral Premix
Fortification Premix
Direct Vitamins
Customized Premix
Animal Nutrition & Health
Nicomix® - Vitamin Premix
Liquid Feed Supplements
Direct Vitamins
Custom Premixes & Formulations
Skincare
MaxReti® - Retinol and Diluted Forms
MaxReti® RP – Retinyl Palmitate
Food Programs
Micronutrient Premix
Therapeutic Nutrition
Staple Fortification
Vitamin A Oral Solution
Why Partner With Us?
add
close
Patient Centricity
Integrated Solution
Global Footprint
Science Collective
Customer Centricity
search
search
close
Should be more than 4 characters
search
search
close
Should be more than 4 characters
In the News
In the News
Press Releases
Awards
Featured
GBR USA Life Sciences Report 2024
May 21, 2024
Interview with Peter DeYoung, CEO, Piramal Pharma Solutions
May 21, 2024
arrow_back_ios_new
arrow_forward_ios
Listen Now: Piramal Pharma Solutions on Molecule to Market
Jan 21, 2025
READ MORE
Navigating Market Changes: Piramal Pharma’s Growth and Key Industry Trends
Nov 27, 2024
READ MORE
Gender Pay Reporting - Year 2023
Apr 02, 2024
READ MORE
Industry Experts Weigh in on Oral Solid Dosage
Mar 28, 2024
READ MORE
ADC Review: Validation of ADC Platform for Protein Concentration and the Drug-Antibody Ratio (DAR) using Variable Pathlength Technology by Conor Barry, Head of Development, Piramal Pharma Solutions
Dec 05, 2023
READ MORE
Pharma Boardroom: Peter DeYoung – CEO, Global Pharma, Piramal Pharma Limited
Nov 30, 2023
READ MORE
Reuters: Indian drug manufacturers benefit from Big Pharma interest beyond China
Nov 27, 2023
READ MORE
The Medicine Maker: Meet the New Wave of Therapeutic Antibodies
May 17, 2023
READ MORE
The Newsweek Feature: The new era of Life Sciences: Interview with Peter DeYoung, CEO, Global Pharma, Piramal Pharma Ltd
Dec 14, 2022
READ MORE
India Life Sciences 2023 Pre-Release Edition
Nov 30, 2022
READ MORE
Show More